

-
- 公司:
- 四川省锦鑫贵金属回收冶炼有限公司
-
- 联系:
- 李经理
-
- 手机:
-
18807413813
-
- 地址:
- 四川成都市上门回收
-
- 微信:
-



- 废铜分类标准6052阅读 2023-03-24 15:34:08
- 两大废铜来源5954阅读 2023-03-24 15:33:49
- 废银—锌电池的回收应用5944阅读 2023-03-24 15:33:08
- 电解退银新工艺5985阅读 2023-03-24 15:32:52
- 金属回收的基本介绍5907阅读 2023-03-24 15:32:33

- 废钯碳要怎么处理?钯碳回收提炼钯金的方法6473阅读 2023-03-04 18:08:31
- 导电银浆的用途在哪里,银浆如何存放5097阅读 2023-03-04 14:02:11
- 利用钯粉废料回收的具体措施有哪些?5159阅读 2023-03-04 13:58:10
- 现在国内贵金属回收体系还存在哪些问题?5139阅读 2023-03-04 13:55:26
- 我国目前贵金属废弃物的收集体系是怎样的?4622阅读 2023-03-04 13:54:06

成都回收精铟,价格高,变现快
2026-06-10 07:46:01 1580次浏览

价 格:面议
超弹性(superelastic)所谓的超弹性是指试样在外力作用下产生远大于起弹性极限应变量的应变,在卸载时应变可自动恢复的现象。即在母相状态下,由于外加应力的作用,导致应力诱发马氏体相变发生,从而合金表现出不同于普通材料的力学行为,它的弹性极限远远大于普通材料,并且不再遵守虎克定律。和形状记忆特性相比,超弹性没有热参与。总而言之,超弹性是指在一定形变范围内应力不随应变的增大而增大,可将超弹性分为线性超弹性和非线性超弹性两类。前者的应力-应变曲线中应力与应变接近线性关系。非线性超弹性是指在Af以上一定温度区间内加载和卸载过程中分别发生应力诱发马氏体相变及其逆相变的结果,因此非线性超弹性也称相变伪弹性。镍钛合金的相变伪弹性可达8%左右。镍钛合金的超弹性可随着热处理的条件的变化而改变,当弓丝被加热到400oC以上时,超弹性开始下降。
和铣削的切屑厚度有关的还有面铣刀的主偏角,主偏角是刀片主切削刃和工件表面之间的夹角,主要有45度、90度角和圆形刀片,切削力的方向变化随着主偏角的不同将发生很大的变化:主偏角为90度的铣刀主要产生径向力,作用在进给方向,这意味着被加工表面将不承受过多的压力,对于铣削结构较弱的工件是比较可靠。
主偏角为45度的铣刀其径向切削力和轴向大致是相等的,所以产生的压力比较均衡,对机床功率的要求也比较低,特别适合于铣削产生崩碎切屑的短屑材料工件。
圆形刀片的铣刀意味着主偏角从0度到90度连续变化,这主要取决于切削深度。这种刀片切削刃强度非常高,由于沿长切削刃方向产生的切屑比较薄,所以适合大的进给量,沿刀片径向切削力的方向在不断改变,而且在加工过程中所产生的压力将取决于切削深度。现代刀片几何槽形的研制使圆形刀片具有平稳的切削效应、对机床功率需求较低、稳定性好等优点。它已不再是一种有效的粗铣刀,在面铣和立铣中都有广泛的应用。
了解铣刀,就要先了解铣削知识
在优化铣削效果时,铣刀的刀片是另一个重要因素,在任何一次铣削时如果同时参加切削的刀片数多于一个是优点,但同时参加切削的刀片数太多就是缺点,在切削时每一个切削刃不可能同时切削,所要求的功率和参加切削的切削刃多少有关,就切屑形成过程,切削刃负载以及加工结果来说,铣刀相对于工件的位置起到了重要作用。在面铣时,用一把比切削宽度约大30%的铣刀并且将铣刀位置在接近于工件的中心,那么切屑厚度变化不大。在切入切出的切屑厚度比在中心切削时的切削厚度稍稍薄一些。
为了确保使用足够高的平均切屑厚度/每齿进给量,必须正确地确定适合于该工序的铣刀刀齿数。铣刀的齿距是有效切削刃之间的距离。可根据这个值将铣刀分为3个类型——密齿铣刀、疏齿铣刀、特密齿铣刀
整体式
刀体和刀齿制成一体。
整体焊齿式
刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
镶齿式
刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
可转位式
可转位刀具:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
-
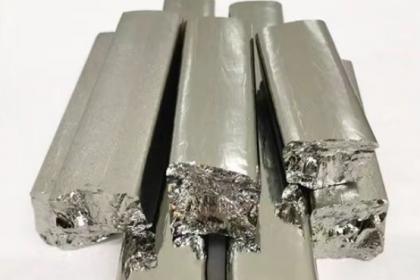
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:39:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:39:01 -
 回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:36:01
回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:36:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:33:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:33:01 -
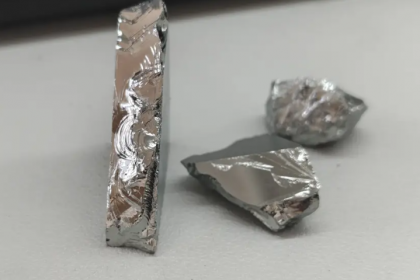
 从含锗废料中回收锗,核心是通过预处理、富集、提纯和精炼这四个关键步骤,将废料中的锗转化为高纯度的金属锗或锗化合物,实现资源再生。整个过程强调环保和经济性,是保障锗供应链安全的重要方式。处理原则与趋势:回收需遵循资源回收、安全环保、技术26-01-26 21:30:01
从含锗废料中回收锗,核心是通过预处理、富集、提纯和精炼这四个关键步骤,将废料中的锗转化为高纯度的金属锗或锗化合物,实现资源再生。整个过程强调环保和经济性,是保障锗供应链安全的重要方式。处理原则与趋势:回收需遵循资源回收、安全环保、技术26-01-26 21:30:01 -
 推动锗废锭的上门回收与再生,其环保价值深远,主要体现在以下几个方面:1.显著降低原生资源开采压力:每回收再生一吨锗金属,意味着可以减少数十倍乃至上百倍的原生矿石开采量。这直接保护了不可再生的矿产资源,减少了因采矿活动导致的植被破坏、水土流失26-01-26 21:27:01
推动锗废锭的上门回收与再生,其环保价值深远,主要体现在以下几个方面:1.显著降低原生资源开采压力:每回收再生一吨锗金属,意味着可以减少数十倍乃至上百倍的原生矿石开采量。这直接保护了不可再生的矿产资源,减少了因采矿活动导致的植被破坏、水土流失26-01-26 21:27:01 -
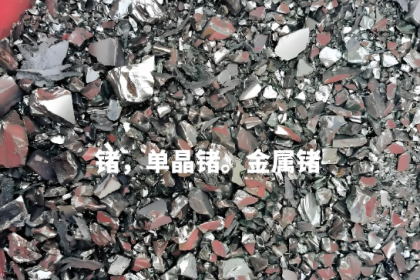
 回收流程根据废料类型(固体、液体或低品位渣料)有所不同,但通常遵循以下技术路线:1. 预处理与分类物理分选:对固体废料(如切割屑、废弃器件)进行破碎、筛分、磁选等,去除塑料、金属等杂质,初步富集含锗部分。火法富集:适用于低品位烟26-01-26 21:24:01
回收流程根据废料类型(固体、液体或低品位渣料)有所不同,但通常遵循以下技术路线:1. 预处理与分类物理分选:对固体废料(如切割屑、废弃器件)进行破碎、筛分、磁选等,去除塑料、金属等杂质,初步富集含锗部分。火法富集:适用于低品位烟26-01-26 21:24:01 -
 回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:21:01
回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:21:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:18:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:18:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:15:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:15:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:12:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:12:01 -
 回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:09:01
回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:09:01 -
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:06:01
-
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:03:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:03:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:00:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:00:01 -
 上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:57:01
上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:57:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:54:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:54:01 -
常用技术方法:烟化法:在还原气氛中,使熔渣中的GeO₂还原为挥发性GeO,借助锌蒸气富集于烟尘中,回收率可达85%-97%。氯化蒸馏法:将含锗物料氧化焙烧后,与氯化剂反应生成沸点较低的GeCl₄(约84℃),通过蒸馏、冷凝、水解、还26-01-26 20:51:02
-
 上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:48:01
上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:48:01 -
 常用技术方法:烟化法:在还原气氛中,使熔渣中的GeO₂还原为挥发性GeO,借助锌蒸气富集于烟尘中,回收率可达85%-97%。氯化蒸馏法:将含锗物料氧化焙烧后,与氯化剂反应生成沸点较低的GeCl₄(约84℃),通过蒸馏、冷凝、水解、还26-01-26 20:45:01
常用技术方法:烟化法:在还原气氛中,使熔渣中的GeO₂还原为挥发性GeO,借助锌蒸气富集于烟尘中,回收率可达85%-97%。氯化蒸馏法:将含锗物料氧化焙烧后,与氯化剂反应生成沸点较低的GeCl₄(约84℃),通过蒸馏、冷凝、水解、还26-01-26 20:45:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:42:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:42:01