

-
- 公司:
- 四川省锦鑫贵金属回收冶炼有限公司
-
- 联系:
- 李经理
-
- 手机:
-
18807413813
-
- 地址:
- 四川成都市上门回收
-
- 微信:
-



- 废铜分类标准5914阅读 2023-03-24 15:34:08
- 两大废铜来源5833阅读 2023-03-24 15:33:49
- 废银—锌电池的回收应用5801阅读 2023-03-24 15:33:08
- 电解退银新工艺5859阅读 2023-03-24 15:32:52
- 金属回收的基本介绍5785阅读 2023-03-24 15:32:33

- 废钯碳要怎么处理?钯碳回收提炼钯金的方法6330阅读 2023-03-04 18:08:31
- 导电银浆的用途在哪里,银浆如何存放4978阅读 2023-03-04 14:02:11
- 利用钯粉废料回收的具体措施有哪些?5034阅读 2023-03-04 13:58:10
- 现在国内贵金属回收体系还存在哪些问题?5013阅读 2023-03-04 13:55:26
- 我国目前贵金属废弃物的收集体系是怎样的?4503阅读 2023-03-04 13:54:06

成都粗铟高价回收,正规流程,放心交易
2026-05-30 02:58:01 1727次浏览

价 格:面议
超弹性(superelastic)所谓的超弹性是指试样在外力作用下产生远大于起弹性极限应变量的应变,在卸载时应变可自动恢复的现象。即在母相状态下,由于外加应力的作用,导致应力诱发马氏体相变发生,从而合金表现出不同于普通材料的力学行为,它的弹性极限远远大于普通材料,并且不再遵守虎克定律。和形状记忆特性相比,超弹性没有热参与。总而言之,超弹性是指在一定形变范围内应力不随应变的增大而增大,可将超弹性分为线性超弹性和非线性超弹性两类。前者的应力-应变曲线中应力与应变接近线性关系。非线性超弹性是指在Af以上一定温度区间内加载和卸载过程中分别发生应力诱发马氏体相变及其逆相变的结果,因此非线性超弹性也称相变伪弹性。镍钛合金的相变伪弹性可达8%左右。镍钛合金的超弹性可随着热处理的条件的变化而改变,当弓丝被加热到400oC以上时,超弹性开始下降。
尖齿铣刀
在后刀面上磨出一条窄的刃带以形成后角,由于切削角度合理,其寿命较高。尖齿铣刀的齿背有直线、曲线和折线3种形式。直线齿背常用于细齿的精加工铣刀。曲线和折线齿背的刀齿强度较好,能承受较重的切削负荷,常用于粗齿铣刀。
铲齿铣刀
其后面用铲削(或铲磨)方法加工成阿基米德螺旋线的齿背,铣刀用钝后只须重磨前面,能保持原有齿形不变,用于制造齿轮铣刀等各种成形铣刀。
铣刀刀片每一次进入切削时,切削刃都要承受冲击载荷,载荷大小取决于切屑的横截面、工件材料和切削类型。切入切出时,切削刃和工件之间是否能正确咬合是一个重要方向。
当铣刀轴心线完全位于工件宽度外侧时,在切入时的冲击力是由刀片最外侧的刀尖承受的,这将意味着最初的冲击载荷由刀具最敏感的部位承受。铣刀也是以刀尖离开工件,也就是说刀片从开始切削到离开,切削力一直作用在最外侧的刀尖上,直到冲击力卸荷为止。当铣刀的中心线正好位于工件边缘线上时,当切屑厚度达到时刀片脱离切削,在切入切出时冲击载荷达到。当铣刀轴心线位于工件宽度之内时,切入时的最初冲击载荷沿切削刃由距离最敏感刀尖较远的部位承受,而且在退刀时刀片比较平稳的退出切削。
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
圆柱形铣刀
用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
面铣刀
又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
立铣刀
用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
-
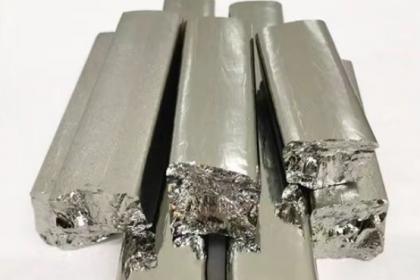
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:39:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:39:01 -
 回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:36:01
回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:36:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:33:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:33:01 -
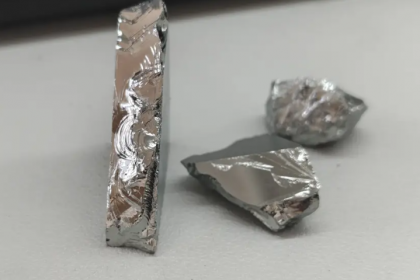
 从含锗废料中回收锗,核心是通过预处理、富集、提纯和精炼这四个关键步骤,将废料中的锗转化为高纯度的金属锗或锗化合物,实现资源再生。整个过程强调环保和经济性,是保障锗供应链安全的重要方式。处理原则与趋势:回收需遵循资源回收、安全环保、技术26-01-26 21:30:01
从含锗废料中回收锗,核心是通过预处理、富集、提纯和精炼这四个关键步骤,将废料中的锗转化为高纯度的金属锗或锗化合物,实现资源再生。整个过程强调环保和经济性,是保障锗供应链安全的重要方式。处理原则与趋势:回收需遵循资源回收、安全环保、技术26-01-26 21:30:01 -
 推动锗废锭的上门回收与再生,其环保价值深远,主要体现在以下几个方面:1.显著降低原生资源开采压力:每回收再生一吨锗金属,意味着可以减少数十倍乃至上百倍的原生矿石开采量。这直接保护了不可再生的矿产资源,减少了因采矿活动导致的植被破坏、水土流失26-01-26 21:27:01
推动锗废锭的上门回收与再生,其环保价值深远,主要体现在以下几个方面:1.显著降低原生资源开采压力:每回收再生一吨锗金属,意味着可以减少数十倍乃至上百倍的原生矿石开采量。这直接保护了不可再生的矿产资源,减少了因采矿活动导致的植被破坏、水土流失26-01-26 21:27:01 -
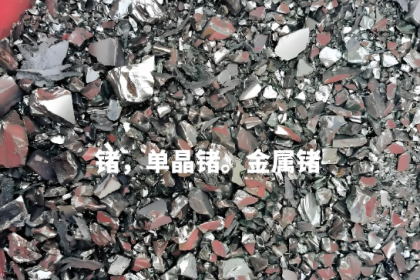
 回收流程根据废料类型(固体、液体或低品位渣料)有所不同,但通常遵循以下技术路线:1. 预处理与分类物理分选:对固体废料(如切割屑、废弃器件)进行破碎、筛分、磁选等,去除塑料、金属等杂质,初步富集含锗部分。火法富集:适用于低品位烟26-01-26 21:24:01
回收流程根据废料类型(固体、液体或低品位渣料)有所不同,但通常遵循以下技术路线:1. 预处理与分类物理分选:对固体废料(如切割屑、废弃器件)进行破碎、筛分、磁选等,去除塑料、金属等杂质,初步富集含锗部分。火法富集:适用于低品位烟26-01-26 21:24:01 -
 回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:21:01
回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:21:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:18:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:18:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:15:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:15:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:12:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:12:01 -
 回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:09:01
回收的锗废锭并非简单回炉,而是需要经过一套精细的再生技术流程,才能重新转化为高纯度的可用锗材料。1.预处理与分类:首先对回收的废料进行人工和机械分选,去除明显的异物和非锗材质,并根据其物理形态和初步成分进行分类。2.化学提纯处理:这是再生过26-01-26 21:09:01 -
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:06:01
-
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:03:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:03:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:00:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 21:00:01 -
 上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:57:01
上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:57:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:54:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:54:01 -
常用技术方法:烟化法:在还原气氛中,使熔渣中的GeO₂还原为挥发性GeO,借助锌蒸气富集于烟尘中,回收率可达85%-97%。氯化蒸馏法:将含锗物料氧化焙烧后,与氯化剂反应生成沸点较低的GeCl₄(约84℃),通过蒸馏、冷凝、水解、还26-01-26 20:51:02
-
 上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:48:01
上门回收流程的核心环节1.信息沟通与初步评估:产生锗废锭的单位或个人通过正规渠道联系具备资质的回收服务商。服务商会初步了解废料的形态、大致成分、产生源头及存量,判断其是否属于可回收范围。2.预约上门与现场勘查:双方约定时间后,由专业回收人员26-01-26 20:48:01 -
 常用技术方法:烟化法:在还原气氛中,使熔渣中的GeO₂还原为挥发性GeO,借助锌蒸气富集于烟尘中,回收率可达85%-97%。氯化蒸馏法:将含锗物料氧化焙烧后,与氯化剂反应生成沸点较低的GeCl₄(约84℃),通过蒸馏、冷凝、水解、还26-01-26 20:45:01
常用技术方法:烟化法:在还原气氛中,使熔渣中的GeO₂还原为挥发性GeO,借助锌蒸气富集于烟尘中,回收率可达85%-97%。氯化蒸馏法:将含锗物料氧化焙烧后,与氯化剂反应生成沸点较低的GeCl₄(约84℃),通过蒸馏、冷凝、水解、还26-01-26 20:45:01 -
 在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:42:01
在当今的工业生产中,锗作为一种重要的半导体材料及红外光学元件原料,被广泛应用于光纤通信、红外热成像、太阳能电池等多个高科技领域。然而,在其开采、提炼及使用过程中,不可避免地会产生各类含锗废料。这些废料若处置不当,不仅会造成这种稀缺资源的浪费26-01-26 20:42:01